
作者简介:口金龙,1982年生,中国石油大学、机械设计及自动化专业。 自由设计者,先后承担重庆源进窑炉公司—浙江义乌10580项目(2013年)、重庆渝远窑炉公司—山西临汾12040项目(2013年)、重庆源进窑炉公司宜宾江安6900项目(2014年)、重庆渝远窑炉公司四川巴中12580项目(2014年)、重庆渝远窑炉公司—四川凉山6900项目(2015年)。
摘要:旋转式移动隧道窑的窑体行走,作为整个旋转式移动隧道窑项目来说,是至关重要的一个环节。窑体行走时运行平稳、顺畅、无异常噪音、驱动系统使用寿命长,是此类窑成功与否的一个重要指标。本文所分析的几种方案是本人通过实践验证后得到的一些心得,分享给大家,仅供参考。有误之处,希望直言教诲。
1.行走方式简介(特性)
旋转式移动隧道窑窑体行走方式为:窑体走轮在两条同心圆但不同半径的封闭式环形钢轨上行走。因此也有人称之为环形旋转式移动窑。窑体沿着环形轨道旋转移动,只有起点,没有终点。
2.行走方式与隧道窑行走方式的区别
目前还有一种常见的窑是隧道窑,隧道窑为窑体不动,窑车行走的方式,行走方式就比较常见,也容易理解。即两条平行的钢轨为导轨,窑车在上面滚动行走。
旋转式移动隧道窑没有窑车,窑体整体移动。窑体行走最大的不同就是其为环形运动,也就是说有内外环之分,即一侧窑轮行走速度与另一侧窑轮行走速度之间存在速度差。随着旋转式移动隧道窑的断面增大,内外环窑轮行走速度差会更大。
3.实现行走的方案
针对旋转式移动隧道窑这种特殊的窑体移动方式,目前市场上大致有两种设计方案:一为内外环驱动轮直径不同,通过机械加工,加工成两种不同直径的驱动轮来实现内外环窑轮行走速度差;另一种方案为内外环驱动轮直径相同,而皮带轮基准直径不同来实现(用市场上常见的标准皮带轮来加工)。
以上两种方案是目前比较常用的,也是本人认为比较合理的两种方案。即,电机+减速机,电机与减速机采用带传动方式,最后减速机动力输出采用链传动。
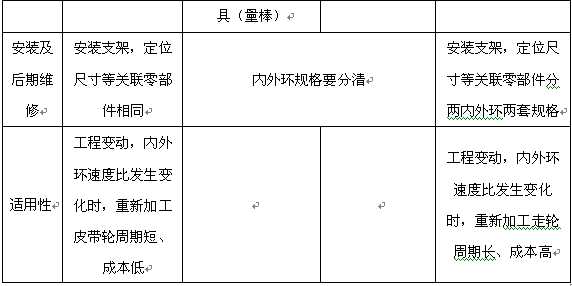
4.两种方案的优劣对比
前面两种行走方式,本人都在实际工程中使用过,经过实际实施及后期使用,本人进行了一些总结分析。
采用加工皮带轮实行窑轮行走速度差:窑体轮子内外环相同,皮带轮分为两种规格,一种采用标准件,另一种规格的皮带轮用采购略大一点的标准皮带轮,然后根据设计图纸进行二次加工,达到设计要求。
采用加工不同直径的窑体走轮来实现内外环行走速度差,即外环窑体走轮直径比内环窑体走轮直径大一些。
对于此两种实现窑体行走速度差的方案,各有优劣,下面以表格的形式进行对比

版权所有:【河南欧帕工业机器人有限公司】
本站所有内容受知识产权保护 未经许可严禁转载、复制或建立镜像
中心地址:河南省郑开大道官渡组团 联系电话:0371-60863533
豫ICP备14017777号-3 营业执照 河南省互联网违法和不良信息举报中心