
作者简介: 曹世璞,1950年5月参加工作,先后在四川省广元煤矿、广元荣山煤矿任机电技术员、助理工程师。1987年至2001年在四川省西昌303厂任生产科长、工程师,总工程师。2001年2月正式退休。曾任四川省墙体材料科技信息网总工程师、全国墙材科技信息网专家委员会副主任、中国砖瓦工业协会专家委员会委员、《砖瓦》杂志编委、《人民建材报》特约通讯员、《中国建材报》记者。现为“中国砖瓦工业烧结技术信息中心”专家组专家。被“全国墙体材料科技信息网”评为“行业知名老专家”;获得国家一项发明专利。出版有《砖瓦机械实用修理技术》、《烧结砖生产实用技术》等三本书共计104.9万字。由行业内部出版发行了《砖瓦厂机修技术》、《烧结多孔砖、空心砖生产技术》、《烧结砖厂的全面质量管理》、《机砖安全生产培训教材》等7种技术资料。拍摄过一套《砖瓦厂机修技术》录像片。
芯头,是生产烧结多孔砖、空心砖挤出成型时必不可少的配件(工具)之一,也是主要的消耗材料。用以在挤出泥条中穿出若干符合设计要求的孔洞。
半个世纪以来,制作芯头的材料发生了不少变化,现在的芯头有陶瓷的、铸钢的、锻造的、钢板组合焊接的等等,都是为了使之更耐磨,使用寿命更长和减轻其“体重”以减少芯杆对它的支持力,但在外形上没有多大变化。不论是多孔砖用的芯头,还是空心砖用的芯头,也不管是圆形孔、矩形孔、条形孔、异形孔,都是一头小一头大的锥形体。
在生产过程中,圆形孔的多孔砖和空心砖,很难发现孔壁周围上的放射形裂纹。而矩形孔的多孔砖孔的四角上的放射形的裂纹几乎无法完全避免,孔的长宽比越大,这种放射形的裂纹也越多,情况也越严重。一旦相邻两个孔的裂纹互相贯通将会降低砖的强度,严重时成为废品。
多次同时检测同一块刚切出来的矩形孔多孔砖坯的同一个孔洞的两短边间的肋的成形含水率都低于其两长边间的肋的成型含水率。孔的长宽比越大其含水率的差异也越大。这是因为泥料中的水会移动,在砖坯的挤出成型中水会从挤出压力大的地方向压力较小的地方“流动”,这就和我们在拧干洗好的衣服一样,被拧得紧的地方就干一点,被拧的松的地方就湿一点是同一个道理。问题是衣服在干燥过程中,不管干湿差别多大,都不会产生裂纹,而砖坯就不行了,这是因为泥料在脱去水分的同时要同步收缩,水分越多其体积的收缩也越多。这就和同样是天干旱,水田的裂口就比旱田的裂口更大,水分蒸发了,其所占据的空间被腾出来—裂口也就出现了。
在挤出机口里断面上各点的泥流速度本来就不完全一样,在挤出成型多孔砖坯时,在机口里又碰上星罗棋布的各种芯头,泥料只好哪里宽畅那里走,不问前方通不通,有的从“宽巷子”走进了“窄巷子”越挤越紧,泥料中的水分只好被挤向附近较宽松的行列,加剧了同一块砖坯上各点泥料含水率的差异,为开裂创造了条件。矩形孔孔角的放射性裂纹大多来源于此。
传统的矩形孔的芯头的形状见图一。
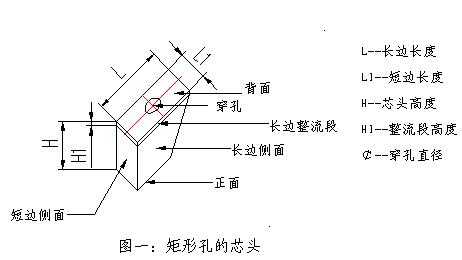
其大头的尺寸等于多孔砖该矩形孔的尺寸,我们称之为成型段,其高度H1很小只有几个毫米,其下长长的一段锥形体我们称之为整流段,目的是减小芯头正面对泥流的迎面阻力。但其所形成的流线形的外表面不一定完全符合该种泥料在特定条件下的流动规律,而其外表面对泥流所造成的摩擦阻力和挤出能耗则是无法避免。尤其是矩形长边的两个侧面比短边的侧面大多了,其对泥流前进所造成的摩擦阻力也大多了。芯头中间的穿孔用于套在芯杆上,由于芯杆端部多为M6的螺杆,所以穿孔的直径为6.5mm~7mm。
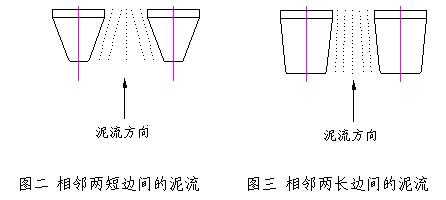
挤出成型时,通过芯头短边和长边的泥流情况是不一样的,图二和图三分别是泥流在通过相邻两芯头的短边和长边时的示意图。
从图二可见,流经相邻两短边的泥流通道是喇叭口,进口大,出口小,出口的间距正好是矩形孔短边的肋,厚度不过10mm左右,而进口端的开口宽度则大了好几倍,泥料在进入其通道后在前进的同时被逐步压紧,而泥流中的水分的流动性比泥料好多了,于是,随着泥料的被挤紧,其中的“自由水”被挤向相对较宽松的泥流中。
而图三中通过相邻两芯头长边的泥流通道,几乎是一条直线,泥流通过时基本没有被“进一步压紧”,泥料中的“自由水”也不会被挤出。由于流过这里的泥流比较“宽松”,就成了相邻通道(短边泥流)被挤压出来的水分的“收容所”,以致矩形孔长边的肋的成形含水率比短边的肋的成形含水率高了很多。
由于水在泥料中占有一定的空间,水分蒸发后这一空间腾出来了,砖坯就要收缩。现在的情况是长边的肋的含水率高,干燥收缩大,短边的肋的含水率少,收缩就小,于是在它们的分界面——矩形孔的四角被拉出放射性的裂纹也就不奇怪了。与此同时,芯头整流段比成型段大了好几倍的表面积不仅在泥流通过时增加了更多的阻力,增加了更多的挤出能耗,而且其长短边相差数倍的表面积所造成的对泥流的摩擦阻力差,又进一步加大了通过长边和短边的泥流速度差,加大了整个泥条挤出断面各点的泥流速度差,诱发干燥裂纹。
笔者在上个世纪70年代,曾经用外径22mm,孔径ø10mm的平垫圈取代圆锥形瓷芯头生产圆形孔的KP1型多孔砖,使用效果良好,但使用寿命太短,一个班要换2~3个,只好作罢。
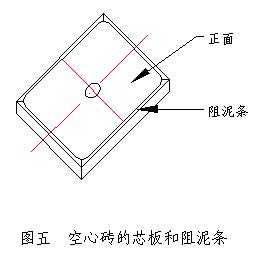
上个世纪80年代笔者在生产三孔空心砖时,曾经用芯板(如图四)取代芯头,孔壁规整光洁,出砖顺利,产量比使用钢制芯头还高,成品也没有任何结构裂纹。
芯板用厚10mm的汽车废弹簧钢板制作。按砖的孔形下料,四角倒圆,圆角半径r=5mm,其下面四棱在砂轮上磨去锋棱,以保证成品砖的孔壁光洁,但背面四棱丝毫不许倒角,以保证孔型尺寸,钻中心穿孔时,钻头应采用低转速(16~32转/分)以免烧坏钻头,加工完毕后淬火,以延长其使用寿命。实践证明其使用寿命比外购钢制芯头更长,使用时用两个螺母把芯板固定在机口中的应有位置。此种芯板比同规格的钢制芯头不仅制造成本低,制造能耗也更少,该芯板的外形见图五。
安装方法见图六。
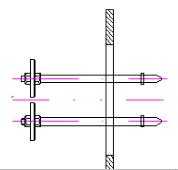
多孔砖的孔小,数量多,就不能这样制作了,可以采用高铬铸铁一类的耐磨材料,用硬模铸造,一次成型,估计造价不会高于同规格的耐磨陶瓷芯头。
例如:一块长35mm,宽14mm,厚10mm,穿孔直径7mm的芯板毛重不到40克,25个这样的芯板还不到1kg,能有多贵呢?必须提出的是,从强度考虑,当作矩(条)形孔的芯板时其宽度不得小于14mm;当作矩(条)形孔的十字形芯板时,其十字形的最小边长不得小于10mm,以保证十字交叉处穿孔所在位置所构成的正方形的对角线长度大于14mm。在德国把芯板叫芯片,据悉最近德国汉森研究所认为:芯片(板)比芯头的使用性能更好。
版权所有:【河南欧帕工业机器人有限公司】
本站所有内容受知识产权保护 未经许可严禁转载、复制或建立镜像
中心地址:河南省郑开大道官渡组团 联系电话:0371-60863533
豫ICP备14017777号-3 营业执照 河南省互联网违法和不良信息举报中心