
一次码烧工艺与设备选型的分析讨论(第三部分)
闫开放 中建材咸阳陶瓷研究设计院
林永淳 陕西宝深机械(得团)有限公司
4、对设备的基本要求
4.1、原料处理与设备
4.1.1、原料风化:风化是将原料土机械采掘后在露天较长时间堆积,并经受阳光、雨、雪、霜、风等大气作用,借以改善其工艺性能的过程叫风化。原料土的风化对坯体和最终产品质量有较大的影响,许多有生产经验的厂强调使用“隔年风化土”,道理也在于此。
风化的机械作用是随着温度和空气湿度的变化,结冻时体积膨胀,促使块料破裂。这种破碎作用较破碎设备破碎更有效。大部分原料经过严冬冰冻均可达到破碎的目的。过冬风化对页岩、煤矸石和高塑性粘土特别有用。具有气孔的原料土最容易风化碎裂,这是由于水较易于渗入气孔中缘故。风化的物理变化是风化吸收水分,粘土等胶结料颗粒周围形成水膜,浸水后发生膨胀,膨胀有助于粘土的疏解和消解,这是胶结原料的一个重要特性(消解指块状原料在水中逐渐软化瓦解)。松散多孔的瘠性原料消解快,原料易于混合均化,而硬质页岩需要经过一个冬天或几个冬天的风化才能很好的消解。风化的化学变化是对原料土的风化起化学作用,日光有时对化学反应起催化作用。主要化学变化为:一是碳质、硫化物和某些亚铁化合物的氧化。亚铁化合物被氧化成高价化合物,主要形成褐铁矿(2Fe2O3·2H2O),硫化铁部分转变为硫酸盐等;二是水解和水化。在水的长期作用下,胶结料粘土等中铁化合物有时水解成一种强有力的含铁粘结剂;三是在氧化和水解后,某些物质溶解和置换。例如水在原料中渗透,当粘土中含有可溶物质时,水将其溶解,从而改变了原料的化学性能。
大多数原料开采后堆放在露天,受太阳、风雨、冰雪冷冻的作用,块状料松解崩裂,使原料颗粒细度提高,可溶盐被洗去一部分,可塑性提高,成型等工艺性能更稳定。此外,机械破碎原料更容易,这一点对硬质页岩和煤矸石意义更大。
4.1.2、蒸汽处理:蒸汽处理的位置一是在陈化前加入蒸汽、陈化的效果会更好;二是在挤出机上机或在挤出机前一工序的搅拌机中加入蒸汽,实现热挤出成型(蒸汽加热一般以0.8大气压为宜)。蒸汽热处理的好处主要体现在六个方面:①在不增加动力消耗的前提下,拌合水量减少,原料均化程度提高;②蒸汽热处理是原料颗粒被水润湿的更充分,可塑性指数有所提高,挤出泥条时抗变形能力增加;③降低挤出机动力消耗(最高可达50%),提高螺旋挤出机的生产能力;④由于蒸汽处理后水膜起到润滑剂的作用,减少了原料的内摩擦力和原料同机械的外摩擦力,相应的减小挤出机的磨损;⑤通过蒸汽处理,坯体进入干燥室温度提高,表面张力和粘度明显降低,水在坯体中的毛细管扩散速度加快,缩短干燥时间20%~25%;⑥蒸汽的毛细管浸渗能力极强,促进了原料的充分疏解。
蒸汽来源:一是利用隧道窑冷却带余热或高温烟热,利用余热锅炉换热;二是利用发电厂和化工企业生产排出的废汽,利用电厂粉煤灰或化工厂汽化渣,将生产线尽可能靠近排渣企业建设,利用好废渣废汽。如果利用隧道窑余热可能增加少量热耗,但动力消耗和干燥时间的缩短所产生的效果会更好,生产成本会明显降低。有条件砖瓦生产企业应创造条件对原料进行蒸汽处理。对于冬季生产和严寒地区显得更为重要。
4.1.3、真空处理:真空处理的目地时排除原料中空汽,增加成型前原料密度。对于高掺量粉煤灰、炉渣、化工废渣和加入造孔剂等混合料来说,真空处理效果十分显著。例如高掺量粉煤灰砖,其粉煤灰是由0.02~100μm的球状颗粒组成,具有多孔结构,其颗粒内部和颗粒之间存在着大量的空气,孔隙率高达65%~75%。在制砖混合料中,如果不能有效排除这些空气,增加单位体积密度,成型就比较困难。在一次对辽宁鞍山某厂进行高掺量粉煤灰砖生产工艺半工业性试验时,尽管人为地将粘土与粉煤灰混合得十分均匀,但经过搅拌、对辊后挤出成型的坯体并不理想,后来经抽真空试验,使我们认识到,未排出的混合料中的空气,会使混合料挤出成型过程中,坯体产生强烈的回弹作用,颗粒之间也难以紧密聚合。而经过一次抽真空挤压过程后,单位体积密度增大,从面改善了混合料的成型性能。真空处理原料的主要优点体现在以三个方面:①真空处理排除了混料中的空气,特别是吸附在原料颗粒表面的小气泡,原料颗粒的联结能力也随之提高,塑性指数增加;②真空处理可以减小坯体的干燥收缩,并使其临界含水率提高,从而减小了干燥敏感性。应该特别强调,对于塑性较高,干敏系数较大的原料,真空处理的效果尤为明显;③提高了湿坯、干坯及产品强度,降低了产品吸水率及烧成收缩。真空处理设备可以采用真空练泥机、真空挤出搅拌机等。
4.1.4、破碎设备:砖瓦制品的主要原料是粘土、页岩、煤矸石、炉渣等,前者原料处理比较简单,但对于采用一次码烧工艺的后三种原料,破碎成为生产线成败的关键。原料的破碎一般为二级破碎或一级破碎。页岩和煤矸石块粒经大于100mm以上可采用二级破碎,先用颚式破碎机破碎到40~60mm,再用锤式破碎机等进行细碎。根据产品的不同,过筛后实心砖最大颗粒小于2.5mm,多孔砖小于2mm,空心砖1.5mm,孔洞率大于60%的保温砌块小于1.2mm。无论是那一种原料,颗粒级配很重要特别是0.5mm以下的颗粒。李一超和董振二位作者曾在2012年发表了“煤矸石烧结空心砖的原料处理分析”一文指出,破碎的难点在于筛上料,如回二级继续破碎,增加了负担而且很难达到粉碎后的颗粒级配要求,提出了粉碎处理的优化工艺,即对粉碎后过筛的筛上料用“专用回料锤式破碎机”再破碎一起输送筛分,比较容易得到生产高孔洞率产品的合理级配。如果细颗料不足,还可以采用雷蒙磨或小球磨机粉磨筛上料来保证颗料 颗粒级配试验数据 表四
级配。表四给出了某厂两 筛孔尺寸 筛失量小于1%
种颗粒级配,括号内数据 (mm) 分计筛余量% 累计筛余% 通过率%
生产的50%空心砖,成型 2.5 3 3 97
时坯体密实、光滑,产品 2.0 (0) (0) (100)
有金属声,而括号外颗粒 1.25 8.9(10.4) 11.9(10.4) 85.1(89.6)
级配成型困难,产品质量 0.6 36.4(16.4) 48.3(26.5) 36.8(73.5)
也不如前者,主要是细颗 0.08 31.4(41.8) 94.5(68.3) 5.4(31.7)
相差较大,级配不合理。 筛底 5.3(31.7) 99(100)
页岩和煤矸石原料差异很大,直接影响粉碎设备的产量。带蓖子板因孔小 和含水量高产量低,孔大无法满足颗粒级配要求 。巩义正大机械推出了高含水率的双级无筛底粉碎机,采用双转子两级粉碎,双轴双飞轮,锤头和衬板双向调节等独特的设计思路,基本解决了高湿料堵塞问题。当含水率在于20%以下时,出料粒度可控制在3mm以下,2mm以下占85%。北京建华推出了超精细可调式破碎机,含水率在15%以下可正常生产,筛分后2.5mm以下颗粒达到70%~80% ,并对20%~30% 回料设计制造了专用破碎机。
4.1.5、混料设备:选择混料设备,如果是单一原料生产烧结砖,混料设备往
往采用较为简单的工艺路线,也就是常用的对辊加搅拌。但对于多种原料的均匀混合,用对辊加搅拌的处理显然无法达到均匀混料的作用。例如高掺量粉煤灰原料处理,如何把不同容重的胶结料和粉煤灰用轮碾机、圆盘筛式给料机等设备进行混合碾练处理,排除原料空气和破坏孔结构,最大限度增加原料的密实性和均匀性,成为能否生产高质量粉煤灰烧结砖的重要环节。
混料设备对粉煤灰与胶结材料均匀混合显得尤为重要,靠单纯搅拌是实现不了的。我们知道,粉煤灰与胶结材料堆积密度相差甚大,当粉煤灰直接加入搅拌机内时,粉煤灰颗粒基本上不能与粘土颗粒混合在一起,只能沾附在粘土颗粒表面,有时甚至一部分粉煤灰因堆积密度轻而漂浮在搅拌槽上部。针对这一个现象,在一次工业性试验时,试验人员采用取掉蓖子板的改型锤式破碎机和筛式捏和机或连续式轮碾机,基本解决了混合处理这一难题。
碾练处理:国内外许多国家的实践证明,利用轮碾机、圆盘筛式给料机、捏和机、真空练泥机等机械进行粉煤灰与胶结材料的混合、碾练、均化、揉练、压实,排除了混合料中的部分空气。据资料介绍,加水碾练后的混合料堆积密度能提高30%~60%,砖坯的表观密度提高10%~25%。曾在原哈尔滨第一制砖厂进行高掺量粉煤灰砖生产时,将第一次挤出的泥条再回到挤出机成型,坯体密实性和强度明显提高。实践证明,经过碾练的混合料,还可以将颗粒内部的部分水挤出来,使其分布在颗粒表面,不但较大幅度地提高了塑性指数,而且大幅地降低了成型水分,这对于提高坯体干燥质量,降低干燥能耗,缩短干燥周期都极为有利。只可惜没有普遍制造采用。
4.1.3、原料陈化:陈化对产品质量的提升无许质疑。淄博捷达推出的陈化库
系列无人值守专用设备有液压多斗、侧式折臂、半桥式刮板取料机和桥式多斗挖掘机,为行业陈化设备发展做出了贡献。1987年作者曾到法国考察,主要陈化设备是侧式多斗挖掘机,在参观某砖厂看到了桥式多斗挖掘机,只因投资等条件限制,在双鸭山煤矸石砖生产线采用了前者。桥式陈化设备纵向来料,横向分层布料,沿断面竖向取料,不但取料均匀,而且有很好的混料功能。更为重要的是桥式陈化库存料量大,生产缓冲余地大,是陈化设备发展的方向。
陈化效果有以下五种功能:一是供应和均衡生产功能,保证陈化库后原料的供应,在调节各工段生产班次时,不影响正常生产;二是通过加水,使混合料在堆积过程中借助毛细管和蒸气压的作用,使水分更加均匀分布;三是利于粘土颗粒充分水化和进行离子交换,一些硅酸盐矿物长期与水接触发生水解转变为粘土物质,从而提高可塑性;四是增加腐植酸类物质的含量(腐植酸的组成为:C—58%、O—28%、H—5%、N—5%),改善泥料成型性能;五是发生一些氧化与还原反应,使FeS2分解为H2S,CaSO4还原为CaS,并与水及CO2作用形成CaCO3,放出H2S,[A1] 并可能使泥料微生物繁殖,松软而均匀。
根据试验结果,大部分原料陈化效果在最初24h比较显著。应当指出,我国目前许多砖厂没有对原料进行陈化,甚至存在对陈化这一关键工艺的误解,认为陈化只是为了增加塑性,这是很片面的。正确的理解应该是,陈化不仅可以提高塑性,而且可以提高原料的流动性和粘结性,降低成型电流,成型的坯体表面光滑平整。虽然陈化处理后颗粒分散度提高,干燥收缩也有所增加,但干燥时抵抗变形的能力却在加强,水分在蒸发时引起收缩不均的内应力被减轻或消除,对于避免干燥收缩应力裂纹非常有利。通过陈化试验还得出一个重要结论:越是塑性指数高,干燥收缩和干燥敏感性大的原料,越要考虑原料的陈化。陈化后的混合料,有助于粘土等原料的疏解和塑化分散,颗粒周围水膜加厚,大多数含有生物残余物的原料形成有机胶体物质,原料颗粒细化塑性和结合能力大为增强,湿坯抗拉强度、抗折强度、抗剪强度等方面明显提高。陈化对于消除和减少干燥应力裂纹起到了非常重要的作用,不可轻视原料陈化与设备的正确选择。
4.2、成型设备
挤出成型设备一般采用双级真空挤出机,对于一次码烧工艺来说,通常采用硬塑或半硬塑真空挤出成型,成型含水率在18%以下。煤矸石和页岩由于塑性较低,大部分采用硬塑成型,成型水分在16%以下,挤出机工作压力在2.5MPa以上;以粘土为主,加入少量的煤矸石、炉渣、粉煤灰等,可采用半硬塑挤出成型,成型含水率在17%~19%范围内,挤出机工作压力在1.5~2.2MPa之间;软塑挤出机成型,成型水分可高于19%,挤出机工作压力小于2MPa,往往用于二次码烧工艺。以粘土为主要原料生产时不宜压力过高,过高的挤出压力,会增加设备动力,同规格和同等产量的硬塑挤出与半硬塑挤出相比较,配制电机功率增加20%以上。另外,粘土成型水分较高时挤出压力过高,坯体密实度增加,可能会影响干燥质量。
根据建筑陶瓷与生陶瓷板、劈离砖、道路广场砖挤出成型资料介绍,原料不但要具备一定的可塑性,而且要具备一个较高的屈服值和适量的延伸变形量,尽可能均匀和含空气少。挤出成型时压力过小要求泥料水分高才能成型,这样得到的坯体强度低,收缩大。干燥脱水量大,干燥速度慢,甚止给一次码烧工艺的码坯造成困难。若压力过大则摩擦阻力大,加重设备负荷,电流增加,电耗上升。千变万化的原料,各种工艺设备不同,优化选择适应自己的挤出成型压力才是最佳。挤出压力主要决定于机头喇叭口的锥度,图1给出了陶瓷产品锥
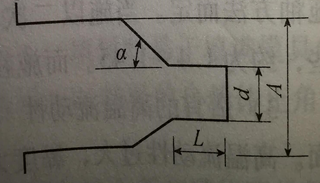
图1: 挤出机机头尺寸
角ɑ的基本确定原则,锥角ɑ过小,挤出的泥料或坯体不紧密,强度低。如果锥角ɑ过大,则阻力大,设备负荷加重,甚止泥料向相反方向退回。根据陶瓷一些企业挤出成型的实践经验,为机嘴出口直径d在10mm以下时,ɑ角约为12°~13°;10mm以上时ɑ角为17°~20°较为合适。挤出较大坯体,原料塑性也搞好时,ɑ角可增大至20°~30°。影响挤出压力的另一个因素是挤嘴出口直径d和机筒直径A之比,比值愈小则对原料挤出的压力愈大。一般比值在1∕1.6~1∕2的范围内。
为了使挤出的泥条或坯体表面光滑,质地均匀,机嘴出口处有一段走形带,其长度L根据机嘴口直径而定,一般为L=2.0~2.5d。若此带过长,则内应力增加,容易出现纵向裂纹;若此带过短,则挤出的泥条会产生弹性膨胀,导致出现横向裂纹。挤出速率主要决定于主轴转速和加料的快慢,当挤出压力固定后,出料太快时由于弹性后效,坯体容易变形。
成型设备型号的选择应注意与产量、生产班次和每班生产时间相配套。一般情况下,一次码烧工艺一班或二班生产,而二次码烧工艺采用二班或三班生产较多。对于一个日产30万块砖生产线来说,如果一班生产8h,则小时实心标准砖产量应大于4万块,每块湿砖坯按3.2kg计算,挤出机小时挤泥量应大于128t,应选择泥缸直经在700mm以上的挤出机;如果两班生产16h,小时产量应大于2万块,挤出机挤泥量64t左右,应选择泥缸直接在550~650mm之间的挤出机;如果三班生产24h,小时产量应不大于1.5万块,挤出机挤泥量小于45t,应选择泥缸直接在550mm以下的挤出机。过度追求挤出机大产量,其他配套设备跟不
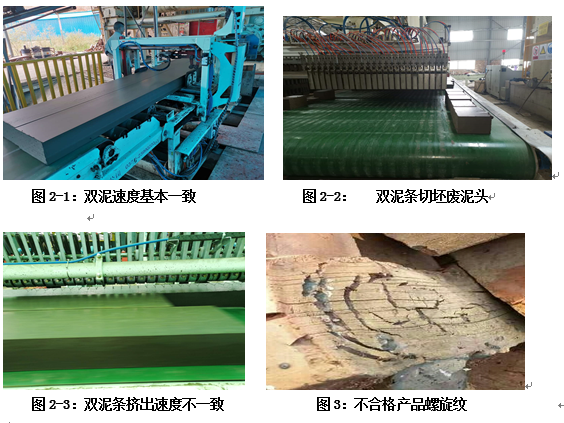
上,会造成动力消耗增加,设备未发挥应有的最佳效能。关于泥缸直径与产量的关系,相对而言,在同等转速情况下,泥缸直径越大挤泥量就越大,但在泥缸直径不变,适度提高转速产量会有提升空间。对于挤出机挤单泥条,可选择较小泥缸直径;对于挤双泥条或多泥条,高产量挤出机可选择相对应较大的泥缸直径。双泥条或多泥条挤出,一是要保证多泥条行走速度均匀一致(见图2-1),使坯体干燥时收缩应力一致,减少应力裂纹;另一方面减少泥条切坯时产生过多的废泥头。图2-2是陕西某企业双条挤出机,废泥头在15%以上。日产量为30万块时,4.5万块坯体被重新回到挤出机前的搅拌工序,造成挤出机效率降低,成型成本增大。从图2-3可以看出双泥条挤出速度相差甚大,即浪费搅拌挤出动力消耗,增加坯体成本,而且产品质量因挤出不均匀而易产生裂纹。图2-1双泥条挤出速度基本同步,废泥头很少,坯体合格率要比前者高10%以上。
在原料处理满足要求的前提下,挤出成型设备是整条生产线的核心。要出好产品,重点调节挤出机挤出泥条时断面速度一致性,避免速度差造成坯体裂纹。同时也要防止对产品强度和耐久性,特别是抗冻性能等质量影响较大的严重螺旋裂纹(见图3),在空心砖表面虽看不出螺旋纹,但对内在质量影响不可怱视。
4.3、切码设备
4.3.1、切条和切坯:从工艺角度讲,切条和切坯机设计制造应满足四个方面。一是具有可调节性,长度方向按泥条长、短可调节,以适应多种码坯形式的传送、整坯、编组、夹坯和码坯垛。二是要适应多种产品,满足市场对产品规格尺寸的不同要求。高度方向和切坯机切割要考虑坯体最大尺寸,并满足单泥条、上下和左右双泥条或多泥条切割。三是方便换钢丝,尽可能省力、省时,钢丝张力可调。四是切割垂直度和误差。上世纪圆弧形切条机已进入历史,現已被同步垂直切条机代替,但许多厂家在生产调试过程中不重视泥条长度方向的调节,往往在切坯时会形成两块或三块多砖坯被切掉成为废品,如果按7%计算,年产1亿块标砖会浪费掉700万块坯体。基本实现无废泥头切割应成为行业共识。
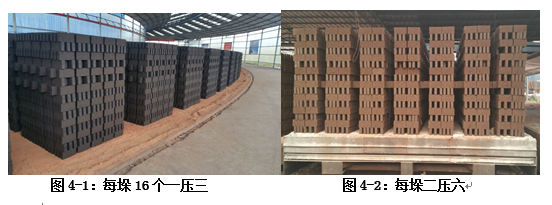
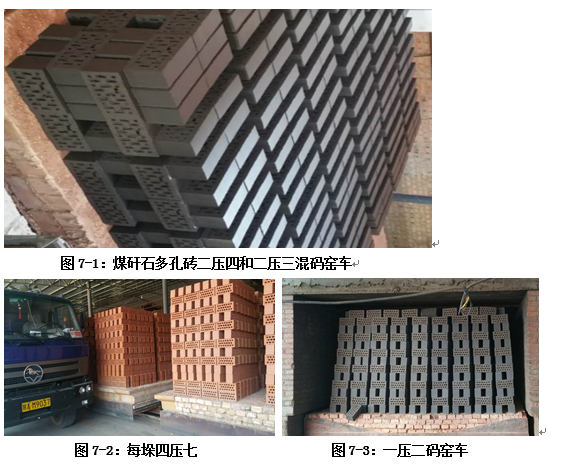
4.3.2、码坯系统:切坯机完成切坯后,经过升降托辊、横向台、翻坯机、编组输送、拉缝分坯等工序,组成所需要的坯垛方阵,再经码坯机或机器人码坯机将组合好的坯垛方阵按照设定好的码坯方式码放在窑车上。码坯机形式多样,从实心砖坯码垛讲,有一块坯体长度方向压3块坯体(厚度方向,简称一压三,以下相同)或2块坯体压5或压6块坯体。也就是常说的一压三、二压五或二压六码垛法(见图4-1、4-2);三压八或三压九码垛法(见图5);四压十到四压十二码垛法等(见图6)。对240×115×90mm多孔砖坯码垛讲,有二压三或二压四码垛法(见图7-1),即边部为二压四,中部为二压三,充分体现了全内燃烧砖内稀外密的码窑原则,对超内燃的煤矸石烧砖更为合理。国内采用较多的多孔砖坯码法为三压四或三压五和四压七码垛法(见图7-2)。也有个别生产线采用一压二的码坯形式(見图7-3),对隧道烧多孔砖,最好不采用这种码法,从图可以看到一压二码多孔砖时,从底部到上部人为向内收,整窑车码窑断面形成上窄下宽梯形,目地是即就塌垛向内而不要向外。采取那种码垛形式,一定要和隧道窑设计及内燃掺料多少相适应。但从坯垛稳定性来讲,尽可能优先选择三压几的码垛形式,而一压几和二压几坯垛稳定性差一些,如果坯车在运行当中晃动,倒垛发生的可能性会大一些。从图7-3还可看出,成品车砖垛倒向窑车中部,上部两侧砖坯在焙烧时与窑墙两侧间隙在200mm以上,气流会从窑上部两侧快速流过,底部气流受到影响,可能会出现上部砖质量好,而中间或底部因热气流阻力出现过烧砖或欠火砖。但对旋转窑来说,由于窑动砖坯体不动,采用一压三或二压五和六也是可行的,可能更有利纵向通风。四压虽然坯垛稳定性好,但会减少纵向拉缝,对烧成可能不利。常用码坯机为夹头单元旋转或

整体旋转,如果产品规格仅限于240×115×90mm多孔砖和标砖,选择整体旋转码坯机或机器人码坯机故障相对少一些。如果窑车表面平整,窑车运转过程中基本无晃动,可釆取顺两层或钭两层码坯形式,对隧道窑最佳烧成曲线、断面温差的控制、稳定产品质量及提高烧成
合格率会起到较好的效果。多孔砖条面宽度是实心砖的1.69倍,只要窑车面平整度好,轨道与轨道之间连接规范,二压三或压四的码法也是可行的。
版权所有:【河南欧帕工业机器人有限公司】
本站所有内容受知识产权保护 未经许可严禁转载、复制或建立镜像
中心地址:河南省郑开大道官渡组团 联系电话:0371-60863533
豫ICP备14017777号-3 营业执照 河南省互联网违法和不良信息举报中心